






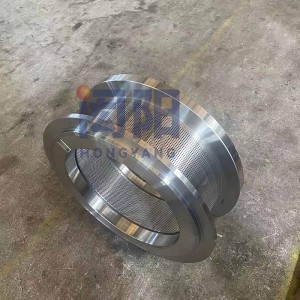
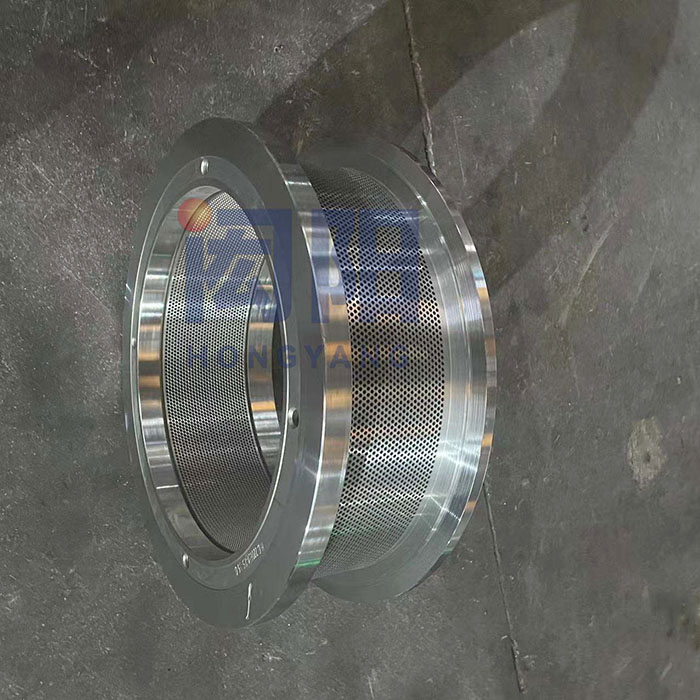
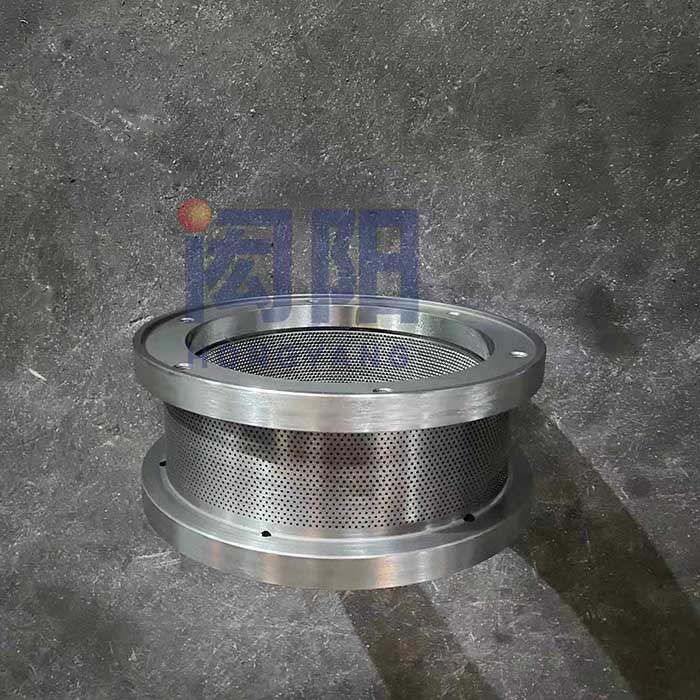
Matriz de anel para pellets de ração HUAMU HKJ 250
Características do produto
1. Selecione tarugos de alta qualidade, refinados fora do forno e desgaseificados.
2. O molde adota broca de canhão importada e broca de grupo multiestação, o furo do molde é formado de uma só vez, o acabamento é alto, a aparência do produto final é bonita, a produção é alta, o material é descarregado suavemente e as partículas são bem formadas.
3. O molde adota o processo de tratamento combinado de forno a vácuo americano e forno de têmpera contínua, o que proporciona têmpera uniforme, bom acabamento superficial e alta dureza, garantindo o dobro da vida útil.
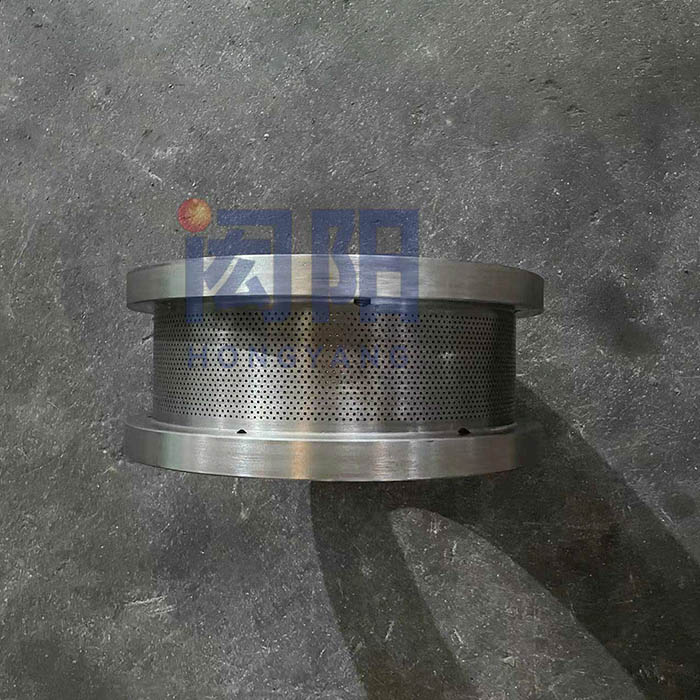
Exibição do produto
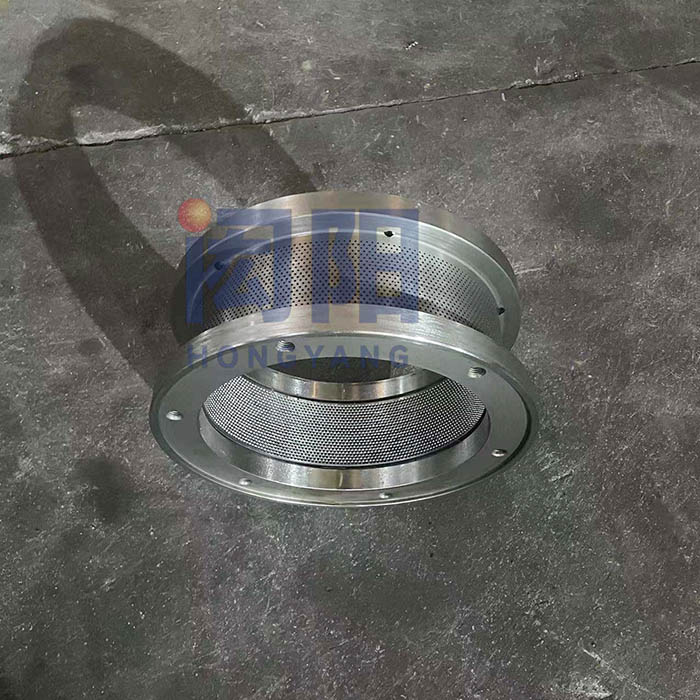
Desde 2006, nossa empresa se dedica à produção de moldes profissionais para anéis de vedação em fábricas químicas. Os moldes produzidos são adequados para embalagens de frango, pato, peixe, camarão, lascas de madeira, materiais compósitos, etc., e encontram-se atualmente em um estágio avançado de tecnologia. Nossa empresa utiliza máquinas CNC de cinco eixos para furação de moldes de pneus, furadeiras de quatro cabeças e máquinas CNC para chanfrar moldes de anéis.
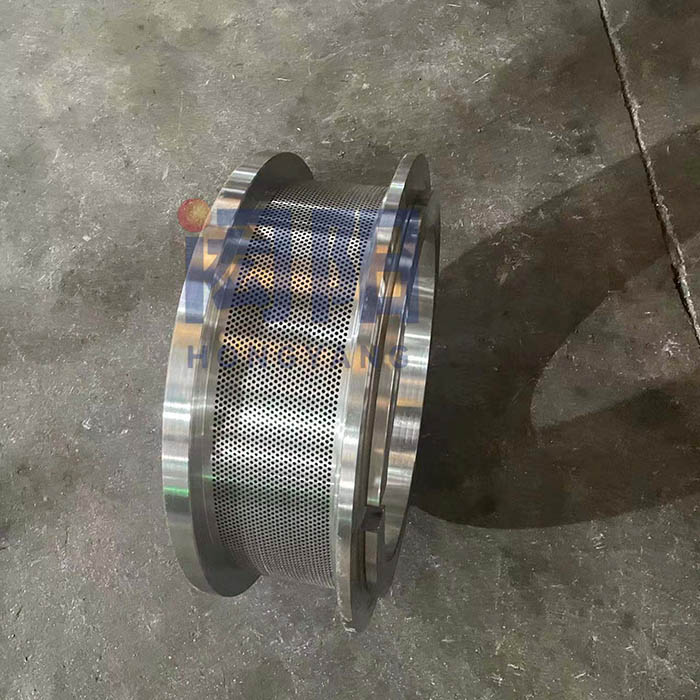
Os modelos básicos de matrizes de anel fabricados pela empresa são: 200-600; todos os tipos de matrizes das marcas Zhengchang, Muyang, Shende e CPM podem ser encomendados.

Resolvendo bloqueios
Caso a matriz anular fique obstruída durante a produção de pellets, ela precisa ser removida da máquina e limpa.
1. A maneira mais comum é usar uma furadeira elétrica para desentupir o alimentador no orifício da matriz.
2. Se o diâmetro da matriz anular bloqueada for inferior a 2,5 mm, a matriz pode ser colocada em água e aquecida. O material dentro do orifício da matriz irá expandir-se lentamente e sair pelo orifício com o tempo de fervura prolongado, de modo que o material em seu interior se solte. Após 1 ou 2 dias de aquecimento, raspe o material que saiu, coloque a matriz anular no granulador para moagem e pressione para extrair o material residual do orifício.
3. O entupimento de matrizes anulares de pequena abertura também pode ser resolvido aquecendo a matriz com óleo quente. Isso faz com que o material no orifício da matriz, em alta temperatura, se contraia e passe livremente. Para isso, faça uma bacia de metal maior que a matriz anular, coloque a matriz dentro, adicione óleo nº 15 até cobrir toda a superfície da matriz; aqueça o óleo por cerca de 6 a 8 horas, até que ele comece a borbulhar.
RelacionadoPRODUTOS
-

Matriz de anel Buhler para moinho de pellets
-

Matriz anular da série CPM para moinho de pellets
-

Matriz de anel para ração peletizada SZLH535
-

Matriz de anel para pellets de ração HUAMU HKJ 250
-

Matriz de anel Matrix Andritz PM717
-

Matriz de anel de pellet
-

Peças de reposição para matriz anular OGM para moinho de pellets
-
EVENTOS
-
Categoria de produto
-
Contate-nos
-
 TEL: +86 18851202909
TEL: +86 18851202909 -
 NO.201 Zhengchang Road, Kunlun Street, cidade de Liyang, província de Jiangsu, China
NO.201 Zhengchang Road, Kunlun Street, cidade de Liyang, província de Jiangsu, China -
 E-mail : hy.ringdie@outlook.com
E-mail : hy.ringdie@outlook.com
-
-
Mídias sociais






Produtos populares - Mapa do site - AMP Mobile
Matriz de anel de pellet, Matriz de anel para máquina de pelotização, matriz de anel, Matriz anular para moinho de pellets, Matriz de Pellets, Matriz de anel para pellets de ração,